


山东省新型材料有限公司共拥有3台立式磨破碎矿渣,其中,1#为合肥院生产HRM2800S矿渣立磨;2、3#立磨为山东章丘章鼓生产的MLK33.3立磨。现场观察时,1#立磨在检修中,2#立磨在运行中。与生产设备经理刘总针对立磨运行及故障进行交流沟通,对问题点进行汇总分析,针对问题点设计了各部润滑优化与升级方案。
1.立磨结构组成
1.1传动装置,由主电机、联轴器、减速机三部分组成;碾磨装置,磨盘和磨辊组成;加压装置,采用液压自动控制系统来施加及控制其对物料的作用力;限位装置,对减速机起到保护作用;分离装置。
1.1.1传动装置:
立磨的传动装置由主电机、联轴器、减速机三部分组成,安装在磨机下部,既要带动磨盘传动,还要承受磨盘、物料、磨辊的重量以及加压装置施加的碾磨压力,是立式磨中重要的部件之一。润滑系统采用独立的油站,并有油压、油温的自动保护系统,使全套装置工作安全可靠。
1.2 润滑系统
2.立磨润滑问题点分析
2.1漏油问题:液压油路及动静密封、减速机润滑油路及动静密封、轴承动静密封均存在漏油流脂现象。
2.2 轴承故障:磨辊轴承寿命1-2年,减速机轴承故障时有发生;液压缸压力不稳,缸与活塞磨损划伤、缸套密封圈寿命短、漏油。
2.3 选用润滑油脂问题
2.3.1磨辊轴承22380选用CKD320油,因磨辊属于低速、重载荷,又带有振动冲击,CKD320无论粘度还是油膜强度难以胜任,导致轴承磨损加剧,寿命降低;2.3.2 摇臂下轴承润滑用脂,轴承属于低速、重载荷、伴有振动。应用3#锂基润滑脂,承载能力不足,轴承寿命低。3#锂基脂应用于中小负荷、没有振动情况下轴承润滑。在冬季依然存在分油流脂,说明选用润滑脂不适合轴承润滑。
2.3.3 摇臂关节轴承润滑用脂3#锂基润滑脂(技术指标在后面单独介绍),注脂难度大,产生流脂,轴瓦磨损快,说明3#锂基润滑脂不适用工况润滑。
2.4 润滑加油脂方式问题,轴承不论大小、转速高低、温度高低、润滑点不管油室大小,共用一套润滑装置,供脂时间同量、同频次,局部轴承可能出现贫油润滑,但也有过度润滑现象,也是漏油漏脂原因之一。
2.5 污染问题:漏油污染、漏粉料污染;
2.5.1 液压油、齿轮油污染,现有过滤器过滤精度低。液压系统过滤器过滤精度设计10μm,润滑系统过滤器过滤精度设计100μm。从液压站油箱油面镜观察油颜色变深并伴有污染颗粒,液压油污染会对液压缸磨损加剧,寿命降低;润滑站油箱油面镜观察,油颜色变深色,说明油中有固体颗粒。
2.5.2 立磨安装于露天,受到环境影响比较大,如:夏季温度特别高,冬季温度又特别低;遇到雨雪天气,润滑系统受到雨水影响比较大,油中含水分比较高;遇到大风天气,粉尘颗粒易进入油路油箱系统,加速设备磨损。
2.6 在线设备用油没有检测,采取定时换油。
2.7 废润滑油处理,因油品污染,定时换油,每年产生大量的废润滑油。废润滑油已被国家定性为危废品,处理要符合法律法规,需交由《危废品经营资质的企业》收购、处理,且要交付一定的处理费用。
3.立磨润滑技术升级改造,提升轴承、齿轮使用寿命
3.1立磨各部润滑用油脂及轴承寿命推荐表,见表一
| 序号 | 润滑部位 | 原用润滑油脂技术 指标分析 | 升级后润滑油脂技术 指标分析 | 更新后 轴承寿命 |
| 1 | 磨辊轴承 调心滚子轴承 22380CA 400mm*820mm*243mm。 重量644KG | CKD320 技术指标: 粘度320mm2/s; 粘度指数>93; 倾点<-9℃; 焊接负荷>40kg。 | 合成齿轮油 Beslux sincart 460W。 技术指标: 粘度460mm2/s; 粘度指数>235; 倾点<-36℃; 焊接负荷>180kg. | 轴承运行寿命5-8年;换油周期5年; |
| 2 | 减速机、磨盘轴承 | CKD320 技术指标: 粘度320mm2/s; 粘度指数>93; 倾点<-9℃; 焊接负荷>40kg。 | CKD320 技术指标: 粘度320mm2/s; 粘度指数>93; 倾点<-9℃; 焊接负荷>40kg。 | |
| 3 | 立磨主电机轴承 | TSA32 应用于高速滑动轴承润滑。 | 重负荷齿轮油CKD150 应用中速高负荷滑动轴承润滑。 | 轴承寿命7-8年; |
| 4 | 传动臂轴承 | 3#锂基润滑脂 油膜厚度小,基础油粘度220-460;适用于中负荷,四球焊接负荷50kg;工作温度-10-80℃。因稠度过高,不适用于泵送性。 | 复合锂基润滑脂 Beslux olex EH-2/G 优点:油膜厚度大,粘附力强,基础油粘度1500cst;适用于低速运行的轴承润滑;极压承载力强,四球焊接负荷>400Kg;耐冲击载荷,含有固体石墨润滑剂;泵送性好,结构稳定;工作温度宽-15-150℃。 | 轴承寿命7-8年;用脂量是原用脂的1/5; |
| 5 | 传动臂关节 轴承 | 3#锂基润滑脂 | 复合锂基润滑脂 Beslux olex EH-2/G | 轴承寿命7-8年;用脂量是原用脂的1/5; |
| 6 | 分离器转子 轴承 | 3#锂基润滑脂 | 复合锂基润滑脂 Beslux olex EH-2/G | 轴承寿命7-8年;用脂量是原用脂的1/5; |
| 7 | 分离器转子 减速机 | CKD220 | 合成齿轮油 Beslux sincart 220W | 减速机寿命8-10年;换油周期5-8年。 |
4.油品污染治理,油品净化方案
4.1 液压系统油品污染治理
磨辊液压站选用HM46液压油,用油通过检测分析液压油污染严重。每年换一次油,换油时停机清理油箱、油路及换油。即使如此,每年6-9月份,油温高,故障仍然存在,液压缸3年一换,每年一修。发现液压系统存在较严重问题,主要是液压油污染问题,这些问题对立磨的高效生产和安全运行都是有害的。企业在对立磨现场润滑维护中做了大量工作,设备维护基本到位,管理上做到了不混油,水分及时排除,润滑油技术指标基本合格。但是污染度(清洁度)严重偏离行业标准值,从元素分析看,固体颗粒中含有铬浓度高,也说明液压油中污染颗粒多、硬度高,下面分四个方面进行分析并提出改进建议。
4.1.1液压系统及污染分析,液压系统设计存在缺陷,液压系统组成,由液压站(油箱、控制阀、一台液压泵)、3个液压控制的油缸和一套泵站到油缸的连接装置(油管)组成。油箱循环回路中有一台过滤器过滤液压油,过滤精度10µm,材质玻璃纤维滤材。无法满足设备说明书中要求的液压油清洁度NAS7级,经过循环过滤泵将回油副油箱的油泵送到主油箱,主油箱沉积的污染颗粒。
4.1.2 液压系统问题点:a设计中没有高压油路过滤器,没有回油过滤器;b旁通过滤器过滤精度低;c无法满足设备说明书中要求的液压油清洁度NAS7级。这是立磨运行不稳定,故障率高的主要原因,也是液压缸故障、寿命低的原因之一。
4.1.3 液压油污染浓度高,说明液压系统中的过滤精度比较低,不能够满足液压系统需要,油箱循环过滤净化中配置的滤芯标识为10µm。按立磨液压系统污染控制标准,液压缸对液压油的清洁度要求NAS7级,最低不能高于NAS8级,因液压缸中活塞杆与活塞环的间隙只有几µm,一般情况大颗粒是进不了摩擦副间隙的,如图2,关键是5-15µm与液压缸间隙相仿的固体颗粒,也叫间隙尺寸颗粒进入活塞杆与活塞环将产生致命的磨损,影响到液压缸及阀件的使用寿命,NAS13与NAS7相比较寿命将缩短70-80%,NAS13级与NAS7级相比较,液压缸运行寿命是NAS7级的20-30%。
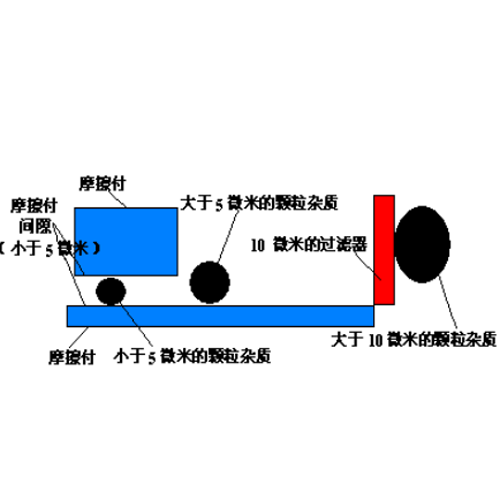
图2 间隙固体颗粒进入摩擦副产生磨损
4.1.4 油中元素分析,如Cr含量高,Fe含量高,Ca含量高,先说Ca来自现场原料中的CaCO3或者CaO的粉尘进入油路,属于污染颗粒,是引起磨损的主要成份。油路系统中Cr的含量非常高,Cr来自液压系统中的液压缸活塞和活塞环的镀层铬,镀层只有30-50µm,整体原件含量是非常低的,说明磨损已经很严重;高温油又会引起外泄漏,污染环境。
4.3润滑系统污染的根本原因
4.3.1 定时进行油检分析,污染度基本上达到严重污染程度,结合元素分析说明,现场的生产原料矿渣是引起污染的主要原因。在矿渣生产过程中,不可避免会有粉尘进入油路系统,但是液压站配置了过滤系统,还会有大量污染颗粒存在,说明设计的过滤系统存在不足。
4.3.2矿渣立磨生产环境处在高粉尘、高负荷、冲击载荷下,过滤器配置精度高了,易堵滤芯,精度低了,对立磨液压系统产生磨损。因油的污染,导致液压缸、阀件系统磨损,寿命降低,成本增加。
5.设计液压站油品净化方案
针对液压系统设计缺陷,弥补设计中不足,本油品净化系统涵盖三个方面内容,一是针对磁性颗粒清除;二是污染颗粒清除;三是提升系统过滤精度。将油中污染颗粒净化处理,实现油品清洁度达NAS7级以下,保证立磨安全运行,降低油中污染颗粒浓度80%,减少液压系统故障率,延长液压缸检修周期3倍,针对油品的污染控制制定方案。
6. 应用效果对比分析
液压缸检修周期3年以上;液压缸更换周期7-8年;立磨每年维护系统检查一次净油系统;立磨液压系统无大修。
淄博设润润滑技术有限公司简介
本公司是中国设备管理协会专家中心单位、中国机械工程学会摩擦学会(润滑)培训委员会委员单位、中国机械工程学会全国(润滑)油液监测技术专业委员会委员单位、中国机电装备维修与技术改造协会专家委员会委员单位。服务企业有水泥、钢铁、电力、化工、玻璃、造纸、矿山等,提供润滑技术服务、润滑疑难问题解答、工业润滑技术方案设计、优化,密封泄漏解决方案、工业设备润滑技术培训、油液监测、润滑节能工程总承包服务。